




Design of helium leak detectors and systems for leak detection using helium
The ability to identify a leak quickly is one of the most important criterions for using a helium detector or a leak detection testing station. This criterion is measured by the following:- Response time
- Time of detection
- Evacuation (clearing)
The time of response is defined as time necessary to measure 63% of the peek helium signal. The time of response is exponentially inclined (Pic.1). A trajectory of a signal of 10-7 std. cc/s leak is shown here.
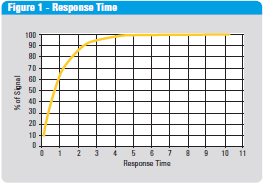
IIn order to measure the signal in vacuum systems it is necessary for the response time to be the shortest possible. Generally, the larger tested volume the slower response time. Also, the larger the tested volume that is connected to the detector by a narrow tube will influence the response time negatively as helium must flow through the tube to the detector.
For any given volume the effective pumping speed of the leak detector or the testing station must be the highest possible. In order to optimize the test cycle, e.g. in line production, one can use additional pumps to meet the requirements. These additional pumps must be of adequate size and connected correctly to achieve the maximum efficiency.
The time of detection is time necessary to detect an increase of helium above the white noise level after it passed through the leak. The time of detection is only a primary leak detection indicator and it does not measure the size of a possible leak. It differs from time of response which measures the peak levels.
The first “discovery” of the leak is often enough to stop the testing cycle in order to prevent the filling up of the testing chamber by helium and to avoid the lengthy process of cleaning. For some applications it is sufficient to identify there is a leak without measuring its size or the full time of detection. The exceptional sensitivity of Agilent VS series helium leak detectors significantly improves the time of detection.
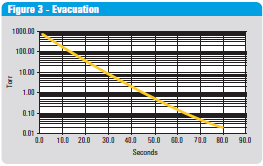
3. Evacuation
Evacuation, also known as clearing, is time necessary for the helium detector to reset itself and its sensitivity to return to acceptable levels after having been exposed to a leak. Time taken is where the biggest difference is between an efficiently and an inefficiently configured testing station. High pumping speed leads to significantly shorter evacuation.
Selection of a suitable connection
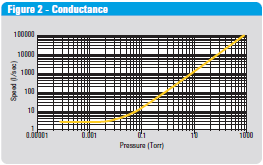
Usually it is necessary to install a special fixture for a particular tested part or a testing chamber to the testing station. The selection of the correct size of the fixture is an important factor for the leak detector efficiency, as 1) it adds morel volume to the whole system and 2) limits the pumping speed needed for the leak detection. A choice of unsuitable fixtures can limit the leak detector performance. For example, helium can flow through 4ft tube with a diameter of 0.4 inches at 0.27 l/s (Pic 2). This means that even the most powerful system can reach pumping speed higher than 0.27 l/s. When we use this figure to calculate response time, time of detection and evacuation, we will identify by how much is the leak performance diminished.
Evacuation process
In order to test a product for leaks, it is necessary to evacuate the product or the testing chamber used. The required level of vacuum depends on the requested maximum leak rate (see helium background below).
To reach the required level in the shortest time possible, it is necessary to select suitable pumping system considering pumping speed, primary pressure as well as the testing station configuration and the additional volume. When buying helium leak detector which is equipped with a primary pump it is essential to check the size of the pump to avoid the need of buying additional pumps, tubes and controlling equipment.
Suitable helium background conditions
As shown in the picture 4, the concentration of helium in the air is 5 ppm. Even though this is a very low level, when testing for leaks of 10-9 std. cc/s this becomes an issue.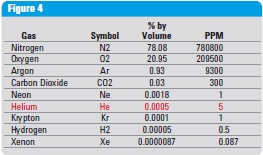
Appropriate evacuation and spray technique in combination with adequate ventilation is the key for smooth running of a leak detection testing station. Correct filling, ventilation and careful release of helium upon test completion are critical when using the sniffing test. Agilent VS series leak detectors are equipped with unique suppressed helium background which allows for compensation of up to >2 decades of helium (floating zero).
Parallel running
If the volume of the tested product is too large or the test cycle is too short, it may be necessary to use additional pumping system which would run along side the helium leak detector (see Pic. 5). In this case the additional pump or the pumping system is only used to lower the input pressure.
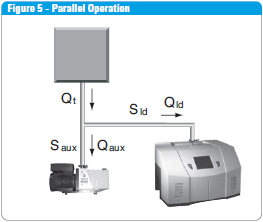
For the calculation of response time, time of detection and evacuation it is necessary to consider the leak detector efficiency as well as the additional pump efficiency. The overall flow of helium (Qt) through the testing chamber and the leak is divided between the flow towards the detector (Qld) and towards the additional pump (Qaux). This diminishes the size of the identified leak and it is necessary to compensate for this situation.
Helium consumption
Based on maintainable level of sensitivity when using helium leak detection it is possible to fill products by helium/forming gas to reduce its consumption. This can be used especially when testing large volume products or testing during production. We can also achieve a decrease in consumption of helium by increasing the pressure in the tested product while lowering the concentration. The result will vary based on the flow through particular leaks.
